
Pereosnastka.ru
Обработка дерева и металла
Газовая пайка. При этом способе нагрев места пайки осуществляется газовыми горелками. Для пайки мелких деталей пользуются горелками, работающими на воздухе с природным (метаном), или другим горючим газом, или же ацетиленом. Для крупных деталей применяют горелки, работающие на кислороде с метаном или другими горючими газами, в особенности ацетиленом. Кислородно-ацетиленовые горелки применяют как специальные для пайки, дающие широкий факел, так и нормальные, сварочные. Специальные горелки для пайки создают менее концентрированный нагрев и охватывают пламенем сразу значительную поверхность; пламя поддерживается с небольшим избытком ацетилена.
Пайка погружением. При этом способе пайка производится погружением изделия в ванну с расплавленным припоем или в ванну с расплавленными солями. Для металлических ванн обычно используют медно-цинковые припои. Расплавленный припой в ванне покрывают слоем флюса. Поверхность изделия, которая должна остаться чистой, без припоя, смазывают пастами и растворами, препятствующими ее смачиванию.
Соляные ванны для твердой пайки устраивают по типу соляных ванн для термообработки стали. Особенно удобны ванны с электрическим нагревом. Соляная смесь обычно состоит из хлоридов калия и бария КС1 + BaCtj. Состав ванны для любого температурного интервала можно подобрать, меняя соотношения составных частей соляной смеси.
Детали собирают; на поверхность, подлежащую пайке, наносят флюс; между кромками или около места соединения размещают припой, после чего детали скрепляют и обмакивают в ванну- Соляная ванна обеспечивает постоянный температурный режим с точностью ± 5 °С и защищает место пайки от окисления. Деталь, вынутую из ванны, защищает от окисления при охлаждении пленка расплавленных солей, которая по охлаждении может быть удалена промывкой в горячей воде.
Пайка погружением в ванны отличается высокой производительностью, однородностью качества и может быть механизирована.
Электрическая панка. Электрический нагрев места пайки может быть осуществлен различными методами: электрической дугой прямого или косвенного действия; пропусканием тока через место сварки; вихревыми токами, которые индуктируются в металле изделия переменными магнитными полями; за счет разогрева контакта между поверхностью изделия и токоподводящим электродом и т. д.
Для пайки дугой прямого действия медно-цинковые припои малопригодны ввиду летучести цинка и сильного его испарения и выгорания под действием высокой температуры дуги. Наиболее пригодны тугоплавкие медные припои с содержанием фосфора или кремния. Для пайки используют угольную дугу, которую направляют преимущественно на конец стержня припоя, касающегося основного металла; дуга не должна расплавлять кромки изделия.
Угольная дуга косвенного действия (дуговая горелка) заменяет газовую горелку и дает возможность выполнять процесс пайки твердыми припоями всех типов, как медно-цинковыми, так и серебряными. Технологически дуговая горелка менее удобна, чем газовая, и применяется обычно лишь при небольшом объеме работ по пайке.
Электрическую пайку сопротивлением можно выполнять на нормальных сварочных контактных машинах или на специальных электрических аппаратах для пайки. Нагрев места пайки производится пропусканием через него тока большой силы, который получают от низковольтного трансформатора, встроенного в корпус аппарата для пайки и составляющего с ним одно целое.
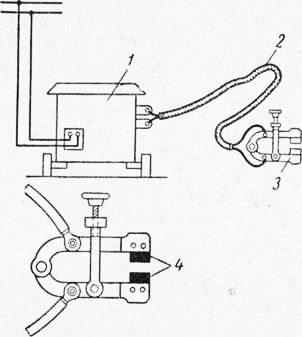
Более универсальными электрическими аппаратами для пайки являются аппараты, работающие по способу горячего контакта между угольным или графитным электродом и изделием. Такой аппарат состоит из двух основных частей: понижающего трансформатора, подвижного или стационарного, и клещей для пайки, соединяемых с зажимами трансформатора гибкими проводами, которые могут иметь значительную длину, что придает установке гибкость и универсальность применения.
Понижающий трансформатор изготовляется по типу трансформаторов для электрических контактных сварочных машин. Первичная обмотка трансформатора секционирована, что позволяет регулировать напряжение вторичной обмотки и рабочую силу тока путем переключения витков первичной обмотки, как в контактных машинах. Первичная обмотка трансформатора включается в электрическую цепь контактором с кнопочным управлением. Кнопка включения помещена на ручке паяльных клещей или вынесена в форме отдельной переносной педали. Рабочие токоподводящие контакты паяльных клещей выполнены в форме сменных призматических блоков — брусков из электродного угля или графита. Детали зажимают винтом, подогревающий ток включают кнопкой на ручке клещей.
Паяльные клещи присоединяются ко вторичной обмотке трансформатора гибкими проводами достаточного сечения и требующейся длины (обычно до 2—3 м). Для пайки меди обычно пользуются фосфорно-мед-ными припоями, для пайки стали — серебряными припоями. Фосфорно-медные припои для пайки черных металлов непригодны.
Индукционная пайка токами высокой частоты. В последнее время быстро развивается и начинает находить широкое промышленное применение новый весьма эффективный способ пайки токами высокой частоты. Метод основан на нагреве металла вихревыми токами, которые создаются переменным магнитным полем высокой частоты. Переменное магнитное поле, в свою очередь, создается намагничивающими обмотками — индукторами. При приближении индуктора к поверхности изделия возникают вихревые токи в зоне металла, подвергающейся магнитному воздействию индуктора. Действие индуктора тем сильнее, чем меньше расстояние между индукторами и нагреваемым металлом. Для возможного уменьшения расстояния применяют индукторы с изоляцией из тугоплавкой эмали; в этом случае расстояние между индуктором и нагреваемым металлом может быть снижено до 0,3—0,5 мм.
Нагревание токами высокой частоты сосредоточивается в очень тонком поверхностном слое металла, в котором возникают вихревые токи. Нижележащие слои нагреваются вследствие теплопроводности. Малый объем разогреваемого металла позволяет вести нагрев весьма быстро, с высоким к. п. д.
Процесс пайки отличается чистотой, удобством выполнения, легко поддается механизации и может быть хорошо приспособлен к условиям массового производства однотипных деталей. Все эти преимущества нагрева токами высокой частоты обеспечивают возможность широкого промышленного использования его при пайке. Препятствием к применению токов высокой частоты пока служит довольно высокая стоимость и некоторая сложность установок для получения этих токов.
Пайка в печах. Нагрев под пайку может производиться также в различных печах, по устройству аналогичных печам для термообработки стали. Применяются, например, очковые печи с нефтяным отоплением; широко применяются муфельные печи, особенно удобны электрические муфельные печи. Пайка ведется посредством нагрева деталей с заранее нанесенными флюсом и припоем, который закладывают между соединяемыми кромками или помещают рядом с местом пайки. Пайка в почах с применением флюса трудоемка, требует достаточно квалифицированной рабочей силы. Значительно важнее пайка в печах в восстановительной атмосфере; этот вид пайки имеет широкое применение в массовом производстве.
Источник
Все о паяльниках. Устройство, виды, параметры выбора

Пайка микросхем, проводов, пластиковых и металлических деталей, выжигание. Все это осуществляется с помощью знакомого всем инструмента – паяльника. Он незаменим, когда нужно соединить мелкие детали путем нагрева – это известно всем. А вот чем отличается керамический паяльник от нихромового, в чем особенность импульсной модели и что такое паяльная станция – знает далеко не каждый. Наша статья поможет разобраться.
Содержание:
Возможно, вас удивит тот факт, что способ соединения материалов путем пайки был известен человечеству уже 5000 лет назад. Мелкие металлические детали соединялись за счет расплавления под воздействием высоких температур. Это широко использовали ювелиры, оружейники и другие мастера. Примитивные инструменты для пайки представляли собой ручные приспособления с узким металлическим наконечником, который нагревали на открытом огне. В начале XX века появился специальный электроинструмент под названием «паяльник». Что он собой представляет? Расскажем подробнее.
Принцип работы паяльника
Инструмент преобразует электрическую энергию в тепловую и передает тепло в зону пайки. Встроенный внутри нагревательный элемент накаляет рабочую часть – жало, при этом температура нагрева может достигать 400 – 450 °С. При воздействии на обрабатываемую поверхность раскаленный наконечник расплавляет припой, а он уже – соединяемые детали. При застывании расплавленной субстанции происходит их фиксация.

Выбирая паяльник, следует учесть, что по типу питания они бывают сетевые и аккумуляторные. Первые требуют подключения к электросети и используются в мастерских, быту, на производстве. Есть модели не только со стандартным напряжением 220 В, но и рассчитанные на работу с пониженным напряжением 12, 24 В и т.д. (питаются от понижающего трансформатора). Аккумуляторные имеют встроенные элементы питания, поэтому не привязаны к месту работы – это очень удобно, когда нужно быстро припаивать изделия в разных местах. Находят применение в ремонте музыкальной аппаратуры, автомобилей и электромонтажных работах. Но время функционирования аккумуляторных паяльников ограничено зарядом батареи, поэтому используют их для периодических задач. Когда пайка занимает большую часть процесса, например, при работе с микросхемами, необходим сетевой инструмент.
Основные виды инструментов
Хотите купить паяльник для работы или личного пользования? Не стоит приобретать первый попавшийся. Ведь нужно подходить к вопросу выбора с умом. Для простых задач, например, соединения пары проводов или оторвавшегося пластикового элемента, нужен один инструмент, для сложных – типа пайки микросхем и радиоаппаратуры – другой. Зная особенности разных видов паяльников, вы сможете выбрать подходящий для себя.
По принципу нагрева различают
- Нихромовые – такие инструменты имеют нихромовую проволоку, через которую передается ток. Он может быть переменный сетевой либо постоянный или переменный от трансформатора при работе с низким напряжением. У самых простых моделей проволочная спираль намотана на корпус, внутри которого есть наконечник (при этом корпус не проводит ток). Также нихромовый элемент может быть помещен в изоляторы, уменьшающие потери тепла. Преимущества: доступная стоимость, неприхотливость к условиям использования, стойкость к ударам. Недостатки: долго нагревается, время службы сокращается из-за сгорания спирали. Такие модели подходят для нечастых работ, когда не важна высокая производительность.
- Керамические – в таких инструментах применяются керамические стержни, которые нагреваются от контактов, находящихся под напряжением. Преимущества: долговечность, возможность интенсивного использования без риска перегорания, быстрый нагрев. Недостатки:керамический стержень боится ударных воздействий, прихотлив к использованию оснастки – нужны только родные жала.
- Индукционные – эти паяльники оснащены катушкой индуктора. На наконечнике присутствует ферромагнитное покрытие, в котором создается магнитное поле – в результате осуществляется разогрев сердечника. Когда температура достигает рабочего значения, нагрев прекращается, а при снижении температуры возобновляется за счет восстановления ферромагнитных свойств. Преимущества: температура нагрева поддерживается автоматически, не требуется термодатчика и сложной электроники для контроля. Недостатки: поскольку инструмент поддерживает температуру по точке Кюри, для разных температур нагрева нужны свои жала.
- Импульсные – как правило, в такие устройства входит частотный преобразователь и высокочастотный трансформатор, и жало тоже является частью цепи. Сначала происходит повышение частоты напряжения, затем снижение данного значения до рабочего. Наконечник фиксируется на токосъемниках вторичной обмотки трансформатора – это обеспечивает прохождение через него больших токов и мгновенный нагрев. Причем он происходит только при нажатии и удерживании пусковой клавиши инструмента, после ее отпускания рабочая часть остывает. Преимущества: быстрый разогрев, удобство работы с мелкими и крупными элементами за счет регулировки мощности. Недостатки: такие устройства не предназначены для продолжительного цикла работ.
По конструкции различают

- Стержневые – традиционный тип паяльников. Инструмент имеет прямую конструкцию в виде стержня. В длинной рукоятке закреплена рабочая часть с жалом. Удобны для работы в труднодоступных местах и пайки мелких элементов.
- Пистолеты – у таких моделей рабочая часть расположена под углом в 90º относительно рукоятки. Используются при проведении ремонтных и электромонтажных работ.
- Паяльные станции – сложные устройства, состоящие из рабочего инструмента и соединенного с ним блока управления. Станции различаются по принципу работы: у инфракрасных пайка происходит за счет инфракрасного излучения, у термовоздушных – за счет струи нагретого воздуха, у цифровых – за счет понижения напряжения с помощью трансформатора. Последние идеально подходят для работы с чувствительными к статическому напряжению микросхемами: пайка при пониженном напряжении исключает риск повреждения платы. В таких моделях предусмотрено точное поддержание температуры нагрева.
Что выбрать? Решайте исходя из предстоящих задач. После того как вы определитесь с типом паяльника, следует учесть еще несколько важных характеристик, а также узнать о возможностях инструмента.
Какая модель подойдет вам?

В первую очередь нужно определиться с мощностью устройства. Если вы хотите паять электронные компоненты, достаточно модели мощностью до 30 Вт. К примеру, беспроводной паяльник на батарейках ЗУБР мощностью в 6 Вт подойдет для пайки электрокомпонентов проводки автомобиля, нечастых электромонтажных работ в быту, гараже и т.д. Большая мощность не нужна и при работе с микросхемами – для таких целей можно использовать модель СВЕТОЗАР SV-55300-30 мощностью в 30 Вт. Чтобы паять толстые провода или заниматься лужением, выбирайте мощное устройство – до 100 – 150 Вт, например, паяльник СВЕТОЗАР для лужения (100 Вт). Если вам нужен инструмент для быстрого расплавления твердых материалов, таких как стекло, чугун, сталь, рекомендуем модель мощностью свыше 150 Вт, например, паяльный пистолет Sturm SI2321C на 200 Вт.
Также важно учесть при выборе температуру нагрева. Максимальное значение может достигать 400 – 450 °С. Однако столь высокая температура нужна не во всех случаях. Именно поэтому у мастеров пользуются популярностью паяльники с возможностью регулировки рабочей температуры, например, в пределах от 100 до 400 °С. Инструмент можно настроить на плавление конкретного вида материала. У многих современных устройств есть термодатчик, который контролирует процесс нагрева и помогает поддерживать температуру на одном уровне. Время нагрева до рабочей температуры, как правило, составляет 4 – 6 минут.

Еще один важный аспект выбора – это тип жала паяльника. Прежде всего учитывайте его форму: существуют наконечники в виде конуса, иглы, стержня со скошенной кромкой, отвертки и т.д. Последний вид является универсальным, так как отлично подходит для удерживания припоя и имеет достаточную площадь рабочей части для прогрева. Если наконечник медный, путем заточки ему можно самостоятельно придать любую форму. Существуют несгораемые жала, которые покрыты защитным металлом, например, никелем. Обработке такие элементы не подлежат, поэтому необходимо сразу выбирать наконечники нужной формы или покупать паяльник с набором сменной оснастки. Стоит отметить, что никелированные жала служат дольше, так как медь внутри них не плавится. Однако такие изделия нельзя перегревать и подвергать ударным воздействиям.
Обратите внимание на комплектацию инструмента. Хорошо, если в набор входят наконечники, припой, флюс. Также пригодится кейс для хранения и переноски. Паяльные станции дополняются держателем, лупой, отсеком для очистки наконечника.
Выбирайте паяльник в нашем интернет-магазине! У нас вы подберете подходящую по параметрам модель, а также сможете купить необходимые для работы расходные материалы. Оформляйте заказ через сайт или звоните менеджеру по телефону 8-800-333-83-28.
Источник