
- Удаление цветов побежалости (черноты) после сварки конструкций из нержавеющей стали.
- Цвета побежалости металла
- Происхождение цветов побежалости металла
- Как искусственно создать цвета побежалости
- Температура цветов побежалости металла
- От чего зависит цвет побежалости?
- Причины изменения оттенка
- Происхождение
- Физика процесса
- Оптические эффекты
- Где появляются?
- Цветовые тона для стали
- В природе
Удаление цветов побежалости (черноты) после сварки конструкций из нержавеющей стали.
Сегодня мы продолжаем серию статей, в которых рассказываем о решениях сложных задач при обработке металлов, в частности — нержавеющей стали.
Одна из часто встречаемых задач — обработка (а если точнее — осветление, удаление черноты) сварных швов или точек.
В этот раз мы снова работали у клиента. В этот раз нам нужно было убрать черноту в местах сварки, причем нельзя было снимать усиление сварного шва. Да еще и в некоторые места никак не добраться стандартными инструментами и абразивами.
Удаление черноты — это процесс, с которым сталкиваются многие из наших клиентов. Такая обработка проводится с целью удаления сварочных окисей, слоя металла, обедненного хромом, микрочастиц шлака и других составляющих, которые могут вызвать местную коррозию. Либо обработка может проводится исключительно из эстетических соображений.
И если речь идет об открытых участках, то задача решается довольно просто:
- круги доводочные (SAG5)
- круги зачистные CD
- щетки из нержавеющей проволоки
- войлочные круги с пастами
- в ряде случаев отличным решением является применение Эмульсии Polinox.
В нашем же случае никакие из приведенных выше способов не подходили, так как сам сварной шов находился в таких местах, в которых традиционные материалы и круги не могут достать до мест обработки, а применение Эмульсии Polinox было недопустимо.
Более того, такой способ соединения — один из самых распространенных при монтаже ограждений из нержавеющей стали.

Схематично это выглядит так.
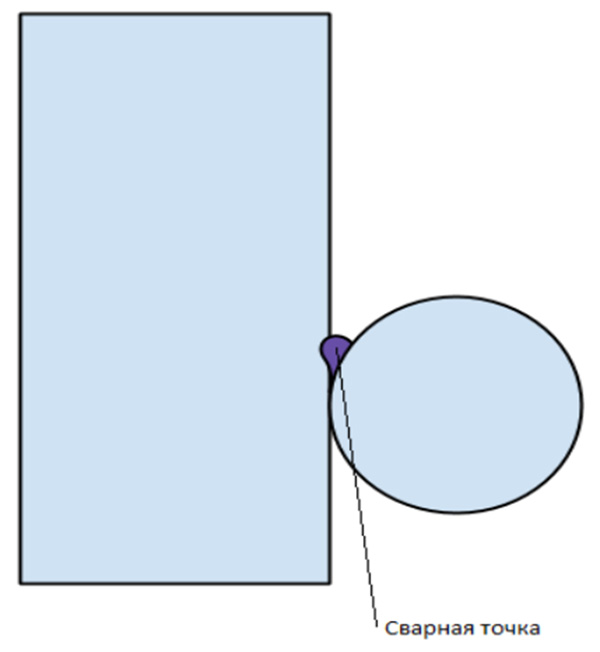
Сварную точку и зону вокруг в данном случае необходимо осветлить на снимая усиления шва.
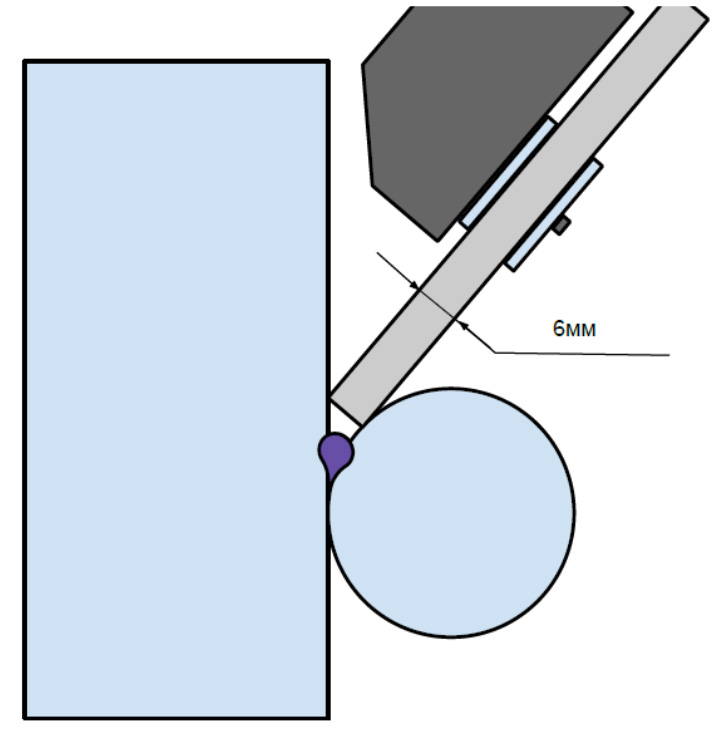
Часто для этой задачи используют доводочные круги SA толщиной 6мм. Но в этом случае данный круг не позволяет полностью обработать данную зону. Либо он не доставал до самого шва, либо шлифовал зону вокруг, а этого как раз таки делать было нельзя!
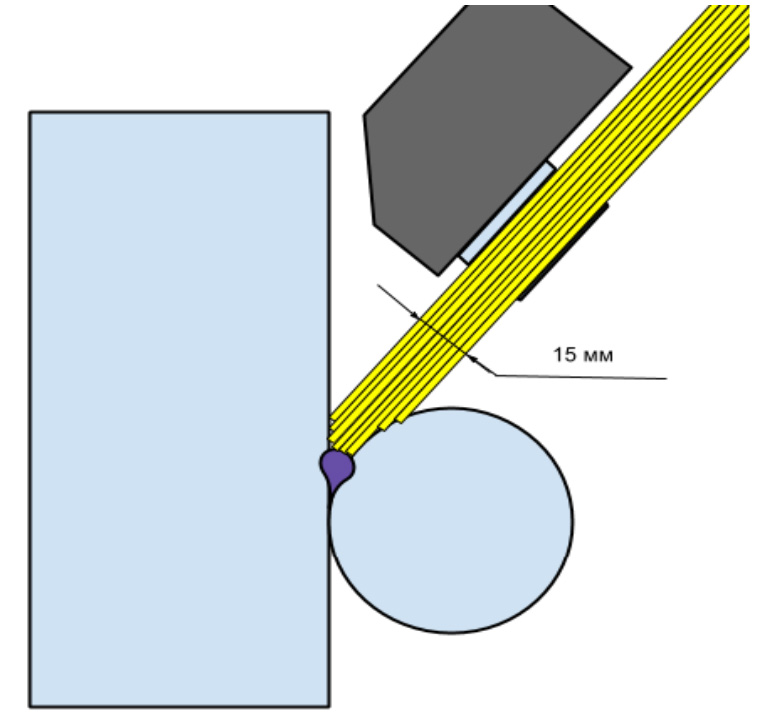
Для решения данной задачи специалисты GTOOL GROUP выбрали лучшее решение на рынке абразивных материалов — радиальные круги и щетки Scotch-Brite™ Bristle от компании 3М.
За счет возможности гибкого применения данных щеток, возможности изменения толщины рабочей части радиальные круги и щетки Scotch-Brite™ Bristle идеально подходят для решения нашей задачи.
И еще несколько фотографий процесса:

На данном снимке хорошо видно как щетка Bristle принимает форму обрабатываемого изделия, позволяя обработать самые узкие места.

Задача была успешно решена при помощи кругов Scotch-Brite™ Bristle d150 мм.

Важная особенность этих кругов — различная зернистость: от Р80 до Р400.
Так что можно убирать побежалость и черноту практически не нарушая полировку.
Круги ставятся на шлифовальную машину с регулировкой оборотов через специальный переходник — Оправка для щеток Bristle 50025

- оправка зажимает минимум 8 кругов!
- рекомендуемые обороты 2000 — 4000 об/мин
Машинка, которую мы использовали для выполнения данной задачи — FINIMASTER от компании Cibo (Бельгия).

Задача решена!

Но это оказалось еще не все.
В этой же конструкции нашлись места, где и вариант с кругами Bristle 150 мм не подходил. Размер инструмента требовался еще меньше.
Но и тут благодаря ассортименту щеток Bristle мы не долго думали:


ставим на прямую шлифовальную машину FEIN AHSI 636 c
Источник
Цвета побежалости металла
Статья обновлена и дополнена: 09 Августа, 2021
Цвета побежалости – это цвета, которые становятся различимы на гладкой металлической или минеральной поверхности из-за появления тончайшей окисной пленки или световой интерференции в ней. Зачастую их появление связано с тепловым воздействием. О том, что такое побежалость, далее.
Происхождение цветов побежалости металла
Цвета побежалости металла распространяются из-за перераспределения интенсивности света в утонченных пленках на структуре отражения. По ходу развития пленочной толщины появляются условия погашения лучей с какой-либо волновой длины. Вначале из белоснежного появляется сиреневое свечение, обнаруживается желтое свечение. По ходу того, как пленка растет в толщину, увеличивается волновая длина погашенных лучей. Из непрерывного спектра солнца появляется зеленое и красное свечение.
Яркость оттенков побежалости нержавейки зависит от размера оксидной пленки с протяженностью солнечной волны, которая идет на спецматериал. Одни из ярчайших оттенков находятся на материалах медного типа. Цвета побежалости стали, которые получаются из-за физического процесса, зависят от металлического состава. Если в микроэлементе есть много металлических ионов, то он прокрашивается в синий. В присутствии хромофоров можно обнаружить красные оттенки – следы побежалости на металле.
Искусственная цветовая побежалость видна на структуре при повышенных показателях. Непременным условием образования следов побежалости считается отсутствие воды с иными спецжидкостями. В ходе нагревания появившаяся пленочная структура окиси снижается. Это объясняется диффузией, то есть перемешиванием микроэлементов или внедрением одного химического элемента в иной. В ситуации с металлической пленкой окиси становится видно, как взаимодействуют атомы кислорода со спецметаллом.
Как искусственно создать цвета побежалости
При металлообработке активным образом применяется воронение. Технология спецпокрытия металлов пленками окиси хорошо известная и активным образом применяемая на протяжении десятков лет. Вороненый материал отличается устойчивостью ко ржавчине, прочностью к повышенным нагрузкам и обладает эстетичным окрасом, без добавочных покрытий с красками.
Чтобы выполнить воронение, необходимо:
- обмакнуть заготовку, протереть ее минеральным маслом;
- нагреть на металлическом листе до температурного показателя (для различных металлов со сплавами она различается);
- после сделать закалку в охлажденном участке – во избежание металлического отпуска.
Получившийся окисленный слой на структуре металлического изделия будет устойчивым к воздействию воды. Он будет иметь повышенную прочность к действию внешних факторов.
В нижеследующей таблице приведены составы растворов и требуемая температура для бесщелочного оксидирования черных металлов:

Пленка окисления образуется как с большой, так и с малой скоростями. На образование пленки влияют такие факторы, как:
- мера закаленности обрабатываемой детали (закалка способствует ускорению появления необычного эффекта);
- загрязнение (при появлении грязи она обугливается, и, в результате, образуется неравномерный пленочный слой оксида);
- шероховатость (заготовка, которая имеет выемку, получает уплотненную пленку; эстетичное цветовое различие обнаружить невозможно, а полированная деталь создает разноцветный эффект);
- технология нагревания (в зависимости от спецоборудования, применяемого для нагрева деталей, с большой скоростью и шириной формируются пленки окисления; для нагревания деталей лучше применять оборудование, которое позволяет поддерживать требуемый температурный показатель и контролировать его).
Тонкие пленки оксида поглощают солнечные волны с наименьшей длиной волны, но отражают с наибольшей. Цвет металла при нагреве изменяется в зависимости от температуры. Чем больше температура пленки оксида, тем светлее цвет металла при нагревании. Синий и фиолетовым цвета получаются, когда из спектра отображается перечень длинных волн. При отражении пленки из оксидов волны с минимальной волновой длиной, металлическая поверхность прокрашивается в желтоватый оттенок. Светлые оттенки соответствуют повышенной температуре нагревания. Поэтому мастер нередко определяет с помощью цветов побежалости нержавейки закалку материалов со стальной стружкой и колющим инструментарием. Они применяются при работе токаря.
Несмотря на указанные факторы, при содействии цветов побежалости нержавеющей стали невозможно точно определить температуру металла, поскольку на показатель влияют разные факторы:
- период нагрева (промежуток времени, на протяжении которого деталь из металла прогревается до показателя помещения, если отсутствует тепловая отдача);
- разная примесь в переливающемся металле;
- особенность освещения в помещении, где производилась сварка с закалкой заготовок;
- скорость прогрева (температурное изменение в единицу времени во время прогрева).
Среди различных электроприборов есть пирометры, обеспечивающие конкретный температурный контроль. Они функционируют на лучевом анализе лазера. В электроприборах находятся особые датчики, которые анализируют отраженные лучи и отражают металлическую температуру, которой равны измеренные параметры излучений.
Температура цветов побежалости металла
Температура и цвет металла изменяются на протяжении всего процесса нагрева заготовки. Причем у каждого сплава или вида металла своя температура появления побежалости. Вследствие этого технологи пользуются большим количеством таблиц соотношения цвета и температуры цветов побежалости. Некоторые из них приводим в нашей статье.
Источник
От чего зависит цвет побежалости?
Многие люди, которые нагревали металл до высокой температуры, могли наблюдать изменение цвета поверхности. При этом он может быть разных оттенков и захватывать не весь металлический предмет. Места, изменяющие окраску, называют побежалостями. Людям, которые занимаются обработкой металлов, необходимо знать, что это такое и как оно проявляется при различных видах нагревания. Также желательно различать цвета побежалости.
 Побежалость на трубе
Побежалость на трубе
Причины изменения оттенка
Изменение цвета при нагреве говорит о том, что на поверхности нагреваемого материала образуется оксидная пленка толщиной в несколько молекул. Окраска изменяется в зависимости от ее плотности, толщины. Чем больше размер и плотность окислов, тем значительнее будет отличаться цветовой тон от изначального.
Некоторые люди считают, что цветовой тон побежалостей может точно сказать о градусе разогрева, но это ошибочное утверждение. На появление разных оттенков влияет время, скорость нагрева, содержание различных примесей, характер освещения. Если говорить про легированные стали, то их нужно разогреть сильнее.
Происхождение
Цветовой тон побежалостей относится к интерференционным цветам. Визуально они изменяются при различном освещении и угле обзора. Также на изменение расцветки материала влияют физические и химические свойства металла.
Физика процесса
После начала нагревания стальной поверхности появляются побежалости, которые быстро изменяют окрас, начиная от желтого и заканчивая серым. В зависимости от температуры (более 500 градусов) появляются первые тона каления, заметные только при полной темноте.
Если температура превышает 650 градусов, металл раскаляется до темно-красного оттенка. При высокой температуре окрас оксидной пленки может изменяться с вишневого до белого (при 1100–1200 градусах). При дальнейшем нагревании белый будет становиться только ярче, но не изменится. Окрас нагрева поверхности металла не является точным индикатором температуры.
Оптические эффекты
Цветовой тон зависит от толщины оксидной пленки. Когда она увеличивается, гасятся цвета с коротким диапазоном волны. При увеличении градуса нагрева нарастает толщина пленки. Таким образом начинают исчезать определенные оттенки оксидов. Сначала пропадает фиолетовый, затем желтый, после них исчезает зеленый, красный. Это так называемая интерференция света.
 Цветовой тон от нагрева
Цветовой тон от нагрева
Где появляются?
Изменение оттенка происходит при окислении, которое возникает благодаря разогреванию металла. В процессе нагрева цветовые тона меняются в одной последовательности, но с разными скоростями (в зависимости от увеличения температуры и длительности нагрева).
Благодаря тому, что известна закономерность изменения окраски, в прошлом кузнецы ориентировались на этот факт, чтобы знать, как меняется температура. С развитием технологий появился пирометр.
Цветовые тона для стали
Изменение оттенка побежалостей для углеродистой стали в зависимости от градуса нагрева:
- соломенный — после 220;
- коричневый — до 240–250;
- малиновый — 250–270;
- фиолетово-синий — от 300;
- серый — от 350.
Если используется легированная сталь, изменения окраса необходимо ждать при дальнейшем повышении градуса нагрева.
В природе
Помимо стали, в условиях дикой природы встречаются минералы, на которых образуется тонкий слой оксидной пленки. Цвет побежалостей в этом случае может быть золотистым, красным, синим, зеленоватым. Красный цвет побежалости у природных минералов может быть вызван большим количеством хромофоров, содержащихся в его составе. Фиолетово-синий цвет может возникнуть из-за концентрации ионов переходных металлов.
Из-за оттенка пленки природный окрас минерала не видно. Если стекло или монета долго пролежит под слоем грунта, на их поверхности образуется пленка, которая может изменить цвет поверхности предмета.
Радужные оттенки возникают из-за наличия жировой пленки. Также окрас поверхности стали изменяется из-за высохшей на нем воды с минералами.
Окрас изменяется по определенной закономерности, однако, это не является точным индикатором температуры. Проводя работу по обработке металла, нужно использовать пирометр.
Источник