
- Волоски или паутина на модели
- Fockus
- Проблемы с pet-g (расслоение)
- Печатаем PETG
- PETG: обзор материала, настройки 3D-печати и советы по устранению проблем
- Общие характеристики материала REC Relax на основе PETG
- Механические характеристики
- Основные преимущества PETG (REC Relax):
- Настройки 3D-печати PETG (REC Relax)
- Постобработка PETG
- Хранение PETG (REC Relax )
- Сушка PETG ( REC Relax )
- Наши испытания PETG ( REC Relax )
- Безопасность PETG
Волоски или паутина на модели

Fockus
Администратор
Волоски (паутина, «волосатая», «усатая» печать) появляются тогда, когда при печати 3D-модели образуются тонкие, нежелательные нити пластика. Как правило, это связано с тем, что такие нити вытягиваются из сопла, когда экструдер перемещается на новую позицию. К счастью, у слайсеров есть несколько параметров, которые можно настроить, чтобы избавиться от этой незадачи. Самая стандартная настройка, которая борется с описываемой проблемой, называется обычно Retraction (втягивание). Если она включена, то экструдер, завершив печать определенного участка модели, втягивает филамент в сопло, что является хорошим способом избавления от «волосатости». Когда надо продолжить печать, филамент проталкивается обратно в сопло, и пластик начинает экструдироваться. Чтобы посмотреть, выставлено ли втягивание, нужно кликнуть на Edit Process Settings, а там выбрать вкладку Extruder. Эта опция должна быть включена для каждого из имеющихся экструдеров. Ниже мы рассмотрим важные параметры втягивания, а также некоторые другие настройки, которые пригодятся для того, чтобы избавиться от паутины, — в частности, настройки температуры экструдера.
Дистанция втягивания
Самая важная настройка у втягивания — это дистанция. Она определяет, сколько пластика втягивается обратно в сопло. Обычно, чем больше пластика втягивается, тем менее вероятно, что сопло будет протекать во время перемещения. Для большинства безредукторных экструдеров достаточно дистанции втягивания в 0,5-2,0 мм, хотя для некоторых экструдеров Bowden может понадобиться целых 15 мм, потому что у них большое расстояние между приводной шестеренкой и хот-эндом. Если вы столкнулись в вашей работе с проблемой «волосатости», попробуйте увеличить втягивание на 1 мм и посмотрите, не стало ли лучше.
Скорость втягивания
Следующий параметр втягивания, который нужно проверить, — это скорость, на которой филамент втягивается в сопло. Если она слишком мала, пластик будет медленно стекать вниз и может начать капать еще до того, как экструдер завершил перемещение на новую позицию. Если она слишком высока, филамент может оторваться от горячего пластика в сопле, или же в результате резкого движения приводная шестерня может «выгрызть» часть пластиковой нити. Золотая середина обычно находится где-то между 1200 и 6000 мм/мин (20-100 мм/с), тогда втягивание проходит наилучшим образом. Обычно в программах печати предлагаются уже заранее сконфигурированные профили, которые можно взять за исходные, и понемногу варьировать значения параметров, чтобы лучше подогнать их, например, к характеристикам используемого материала. Так что полезно поэкспериментировать и с разными значениями скорости втягивания и посмотреть, не уменьшится ли «волосатость».
Слишком высокая температура
Если с настройками параметров втягивания все хорошо, следующей по распространенности причиной возникновения паутины является избыточная температура экструдера. PLA особенно чувствителен к температуре. Если она слишком высока, пластик внутри сопла становится чрезмерно жидким и ему гораздо легче вытекать через сопло. Если же температура слишком низка, пластик будет слишком твердым и его будет трудно продавить через хот-энд. Если, на ваш взгляд, с настройками втягивания у вас все в порядке, а описываемая проблема не решена, можно попытаться снизить температуру экструдера на 5-10 градусов. Это может значительно сказаться на качестве готового объекта. Температура настраивается, как легко догадаться, где-то здесь: Edit Process Settings → Temperature. Выберите из списка соответствующий экструдер и укажите его желаемую температуру для конкретной точки процесса печати.
Перемещение на большие открытые расстояния
Как мы уже говорили, паутина появляется тогда, когда экструдер перемещается на новую позицию, а пластик в это время вытекает через сопло. То, насколько такого рода протечка может оказаться существенной, в значительной мере связано с расстоянием, на которое перемещается печатающая головка. Небольшие расстояния преодолеваются достаточно быстро, так что пластик просто не успевает просочиться. А вот если расстояния значительные, вероятность появления паутины гораздо выше. У многих программ 3D-печати есть исключительно полезная фича, которая позволяет минимизировать расстояние перемещения сопла над пустотой. Делается это за счет того, что траектория меняется с прямой и кратчайшей, на более длинную и извилистую — зато над поверхностью. В большинстве случаев можно вообще подобрать траекторию, которая ни разу не окажется «мостиком». То есть, для возникновения паутины просто не будет возможностей, потому что сопло всегда будет находиться над чем-то. Такая опция живет где-нибудь в Advanced и может называться, например, Avoid crossing outline for travel movement, т.е. «избегать выхода за границы контура при перемещении».
Источник
Проблемы с pet-g (расслоение)
Статья относится к принтерам:
Продолжаю бороться с pet-g и раз на раз не приходится. Одна печать нормальная, следующая с такими косяками, будто другим принтером печатал, следующая опять нормальнная. То печатает ровно, без косяков, то идёт жуткое расслоение, в некоторых местах будто пластика вообще нет. При этом некоторые слои вообще не спекаются, их без особых усилий можно разорвать руками(при условии что раньше печаталось без косяков практически, и одинаковые детали мой вес выдерживали, около 55-60кг). При одной печати, рядом стоящие детали напечатались по разному, в одной все вышеупомянутые проблемы, вторая практически без косяков.
Перейдем к конкретике:
Ender 3, pet-g от greg черного и серебристого цвета, 245/80 , обдув bullseye 35-40%, к столу липнет намертво, не думаю что в нем дело
Сопло 0.4, слой 0.2, ширина 0.4, поток 103%
Скорость 50/27,5 начальная 20 мм/с
Ретракты 4мм 50мм/с
Иногда фидер щелкает при печати первого слоя, только при нем, после ничего такого нет. Ещё периодически на деталях появляются какие-то прыщи.
Никаких резких скачков температуры, открытых окон, дверей и сквозняка в принципе. Уже какие только настройки не пробовал, ничего не помогает
Фото: 1) печать до 2) печать после 3) недавняя печать
Источник
Печатаем PETG

PETG представляет собой модифицированную гликолем версию полиэтилентерефталата (ПЭТ), который обычно используется для производства бутылок с водой. Этот материал обладает хорошей ударопрочностью. Благодаря низкому коэффициенту усадки, изделия из него практически не деформируются при охлаждении. PETG сочетает в себе положительные характеристики других популярных материалов: он термостоек и долговечен, как АBS, и прост в использовании, как PLA. Ещё одно преимущество PETG — повышенная химическая стойкость: он может контактировать с кислотами, щелочами и водой.
Технические характеристики PETG
В каких случаях следует использовать PETG
PETG хорошо подходит для печати прототипов различного рода прозрачных емкостей и упаковки, в том числе и пищевых продуктов: этот материал является пищебезопасным. Так же хорош этот пластик для создания опорных структур: слои PETG прекрасно слипаются между собой, что придаёт напечатанным из него изделиям исключительную прочность. Так как PETG можно подвергать стерилизации, его часто используют для создания медицинского оборудования.
Технические характеристики 3D-принтера при печати PETG:

Be st-cоветы:
⭐Первые 2 слоя печатайте без охлаждения, а затем включайте вентилятор на полную мощность. Это поможет избавиться от “волос” при печати.
⭐Если возникли проблемы со снятием готовой модели со стола, рекомендуем экстремально остудить изделие: вынести на снег, или поставить в морозильник.
⭐ Изделия из PETG имеют гладкую блестящую поверхность, поэтому при печати этим материалом использовать подложку особенно удобно. Она затем легко отделяется от готового изделия.

Доставка по краю и регионам транспортными компаниями
Бесплатная доставка по г.Краснодар при заказе от 5000 рублей*

5 способов оплаты для вашего удобства.

Накопительные скидки для постоянный покупателей.

Наши клиенты всегда правы. Мы работаем для Вас.
Источник
PETG: обзор материала, настройки 3D-печати и советы по устранению проблем
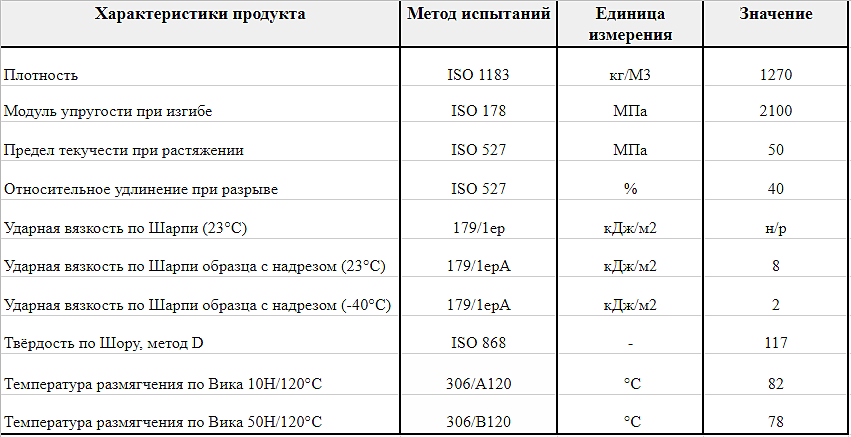
Полиэтилентерефталатгликоль (PETG, ПЭТГ) — износостойкий термопласт из класса полиэфиров, характеризуемый очень высокой прочностью и широким температурном диапазоном применения (от -40°С до +70°С). Буква G в названии означает, что материал был модифицирован гликолем для предотвращения кристаллизации и сохранения прозрачности при охлаждении.
Общие характеристики материала REC Relax на основе PETG
- Плотность: 1,30 г/см^3
- Температура эксплуатации: от -40°С до +70°С
- Температура размягчения:
Механические характеристики
- Ударная вязкость по Шарпи: 4,17 кДж/м^2
- Прочность при растяжении вдоль слоев: 36,5 МПа
- Модуль упругости при растяжении вдоль слоев: 1,12 ГПа
- Прочность на изгиб: 76,1 МПа
- Модуль упругости на изгиб: 2,06 ГПа
- Максимальная нагрузка на изгиб: 120 Н
- Прочность при растяжении поперек слоев: 33,6 МПа
- Модуль упругости при растяжении поперек слоев: 1,73 ГПа
- Максимальная нагрузка на растяжение: 1485 Н
- Прочность на сжатие: 51,7 МПа
- Модуль упругости на сжатие: 1,81 ГПа
- Максимальная нагрузка на сжатие: 6386 Н
- Коэффициент удлинения: 2,41%
- Предел текучести при растяжении и при температуре 23°С: 53 МПа
- Прочность при изгибе 2,8 мм/мин. 23°C: 76,07 МПа
- Твердость по Шору (шкала D): 76
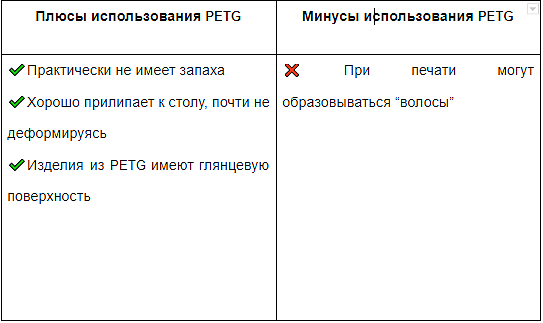
Основные преимущества PETG (REC Relax):
- Высокая жесткость и твердость;
- Стойкость к разбавленным кислотам и щелочам, растворам солей, мылу, маслам, спиртам, алифатическим углеводородам;
- Хорошо стерилизуется спиртами;
- Легко перерабатывается;
- Стойкость к внешним неблагоприятным климатическим факторам;
- Отсутствие запахов при 3D-печати;
- Высокая межслойная адгезия, низкая усадка, высокая адгезия к платформе, облегчающие 3D-печать
Проще говоря, преимуществ материала больше, чем недостатков, и изготовление изделий из PETG при правильно подобранных настройках 3D-печати не доставит трудностей. Поэтому наш материал получил название Relax.
Обладая лучшей ударной вязкостью, чем акрил, и более низкой стоимостью, чем поликарбонат, PETG пользуется популярностью в различных отраслях и зачастую служит выбором для производства сложных изделий.
Сферы применения включают производство как прототипов, так и конечных изделий: корпусов приборов, защитных кожухов, емкостей различного назначения, деталей механизмов, детских игрушек, функциональных изделий для размещения на улице и многого другого.
Температура размягчения PETG составляет 80°С градусов — ниже, чем у ABS-пластика (105°С), но выше, чем у PLA-пластика (55°С). В большинстве климатических зон это позволяет использовать изделия из PETG вне помещений без деформаций от солнечного нагрева.

Настройки 3D-печати PETG (REC Relax)
- Температура экструзии. Стандартная температура для 3D-печати PETG от разных производителей варьируется в диапазоне 215-245°C. Не превышайте температуру печати 250°C, так как это может привести к повреждению PTFE-трубки. Также стоит избегать превышения допустимой температуры по причине возможного подтекания пластика из сопла и образованию паутины или нитей (так называемых «соплей») на изделии.
- Температура стола. Стандартная температура стола составляет 60-65°C. Мнения как производителей, так и пользователей разнятся: некоторые рекомендуют ставить 20°C, другие — 90°C. Наша рекомендация: для хорошей адгезии достаточно стандартной температуры стола 60-65°C.
- Ретракт. PETG не любит высокие скорости по причине его мягкости, поэтому на большинстве 3D-принтеров с боуденовской системой подачи филамента (с отдельной установкой хотэнда и проталкивающего механизма, соединенных длинной трубкой) скорость ретракта желательно выставлять на уровне 25 мм/с, а длину ретракта — в диапазоне 6-7 мм. При использовании экструдеров с директ-подачей филамента (с хотэндом и проталкивающим механизмом в одной сборке) допускается ретракт в диапазоне 3-4 мм.
- Охлаждение. В большинстве случаев охлаждение печатаемых изделий не требуется, но если на вашей модели большое количество нависающих элементов, желательно включить обдув.
- Скорость. PETG достаточно чувствителен к настройкам скорости. При слишком быстрой укладке материал не будет успевать плавиться, что может привести к пропуску шагов экструдера и даже пропуску слоев. Повышение температуры экструзии в этом случае мало чем поможет. Слишком медленный режим наоборот может привести к возникновению «соплей» и деформации деталей. Для сопла 0,4 мм. мы рекомендуем выставлять скорость 3D-печати PETG на уровне 50-55 мм/с, а при построении первого слоя и внешних контуров не превышать 25 мм/с.
- Адгезия к столу. PETG очень прочно держится на стекле и иных материалах без дополнительных средств адгезии. Более того, ввиду избыточной адгезии при отделении напечатанных моделей возможен отрыв кусочков стекла.

Во избежание сколов рекомендуется наносить на стекло клей или скотч, а также выставлять правильный зазор между стеклом и соплом. Если для ABS и PLA зазор между стеклом и соплом требуется минимальный, то по многим рекомендациям для PETG необходимо немного увеличить зазор.
Постобработка PETG
Материал неплохо поддается механической обработке, например шлифованию или сверлению. Для сглаживания поверхностей, придания глянца или склеивания отдельных частей можно использовать дихлорэтан или дихлорметан. Не забывайте, что эти растворители весьма токсичны и летучи, а потому требуют соблюдения техники безопасности. Покраске PETG поддается с трудом, но при желании материал можно обработать грунтовкой, а затем покрасить.
Хранение PETG (REC Relax )
PETG достаточно гигроскопичен, и его хранение зависит от климатических условий вашего региона. Если вы используете пластик в условиях влажного климата, то при неправильном хранении материал может впитывать влагу из воздуха. Чтобы избежать чрезмерного набора влаги, материал следует хранить в прохладном сухом месте. Точка росы для безопасного хранения PETG пластика должна быть ниже нуля. Самый простой и при этом весьма эффективный способ — это хранение филамента в герметичных пакетах с силикагелем. Наши катушки поставляются в вакуумной упаковке, но после вскрытия катушку можно поместить в обычный или вакуумный Zip-пакет подходящего размера с пакетиком влагопоглотителя внутри, предварительно выжав или откачав из пакета побольше воздуха. Также для хранения можно использовать жесткие герметичные боксы или просто плотно закрывающиеся контейнеры с силикагелем. Статью про хранение пластика можно прочитать здесь.
Сушка PETG ( REC Relax )
Лучший вариант — не давать филаменту набирать влагу вообще, но на практике это почти нереализуемо. Значит, перед 3D-печатью желательно подстраховаться и просушить пластик.
Как понять, что пластик отсырел? 3D-печать может сопровождаться характерными щелчками лопающихся пузырьков, укладка может быть неравномерной, на поверхностях изделий могут появляться всевозможные дефекты. Все это, как правило, сопровождается снижением межслойной адгезии, а нередко и изменением механических свойств самого материала, например прочности. Чем больше в пластике влаги, тем больше он теряет прочность при 3D-печати, а если влаги очень много, то это становится уже видно невооруженным глазом (пропуски, пузырьки и так далее), при этом прочность падает уже разительно.
PETG можно высушить несколькими способами. Самые популярные — это сушка в электрическом духовом шкафу, фруктосушилке, специализированной сушилке для филамента, в закрытой камере 3D-принтера. Многие пользователи даже сушат пластики на батареях отопления. Профессиональные студии 3D-печати и крупные производства обычно используют специализированные cушильные шкафы.

Мы рекомендуем использовать для просушки филамента специализированные сушилки пластика для 3D-печати или же фруктосушилки, как более дешевый вариант. Сами катушки под брендом REC сделаны из ударопрочного поликарбоната, выдерживающего продолжительное нагревание до 130°C.
Наши испытания PETG ( REC Relax )
Мы очень ответственно относимся к производству филаментов и проводим множество испытаний для проверки качества производимых материалов. Результаты испытаний доступны по ссылкам ниже.
Испытание:
*Все испытания проводились на 3D-печатных образцах с толщиной слоя 0,2 мм.
Безопасность PETG
Все материалы для 3D-печати, производимые нашей компанией, имеют сертификаты безопасности. С сертификатом безопасности на REC Relax (PETG) можно ознакомиться по этой ссылке.
Источник